13941215358
品质 诚信 创新
13941215358

鞍山铸缘金属加工有限公司
联系人:刘经理
手机:13941215358
联系人:鲁厂长
电话:18642256612
联系人:王工(首席工程师)
电话:15942279428
电话:0412-8432766
邮箱:806205480 @qq.com
邮编:114000
网址:www.aszhuyuan.com
地址:鞍山市铁西区建设大道485号
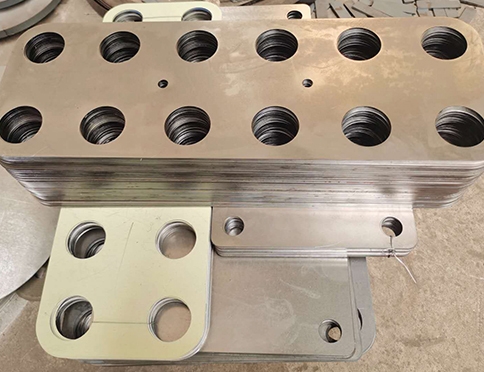
1、激光金属切割机穿孔手工
热切开手工,除少数状况能够从板边际开端外,一般都在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开端进行切开。关于没有冲压装置的激光切开机有两种穿孔的根本办法:
爆炸穿孔——材料经接连激光的照射后在中 心构成一个凹坑,然后由与激光束同轴的氧流很快将熔融材料扔掉构成一个孔。一般孔的大小与板厚有关,爆炸穿孔平均直径为板厚的一半,因而对较厚的板爆炸穿孔孔径较大,且不圆,不宜在加工精度要求较高的件上运用,只能用于废料上。此外因为穿孔所用的氧气压力与切开时相同,飞溅较大。
脉冲穿孔——选用高峰值功率的脉冲激光使少数材料熔化或汽化,常用空气或氮气作为常用气体,以削减因放热氧化使孔扩展,气体压力较切开时的氧气压力小。每个脉冲激光只发生小的微粒喷 射,逐渐深 入,因而厚板穿孔时刻需求几秒钟。一旦穿孔完结,气体换成氧气进行切开。这样穿孔直径较小,其穿孔于爆炸穿孔。为此所运用的激光器不但应具有较高的输出功率;重要的是光束的时刻和空间特性,因而一般横流CO2激光器不能适应激光切开的要求。此外脉冲穿孔还须要有较气路控制系统,以实现气体品种、气体压力的切换及穿孔时刻的控制。

2、金属激光切开机加工小孔变形状况的剖析
这是因为机床(只针对大功率激光切开机)在加工小孔时不是采纳爆炸穿孔的方法,而是用脉冲穿孔(软穿刺)的方法,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,形成孔的变形,影响加工质量。这时我们应在加工程序中将脉冲穿孔(软穿刺)方法改为爆炸穿孔(一般穿刺)方法,加以解决。而关于较小功率的激光切开机则恰好相反,在小孔加工时应采纳脉冲穿孔的方法才能取得较好的表面光洁度。
3、激光未切开透状况的剖析
剖析后能够发现下面的几种状况是发生加工不稳定的主要状况:激光头喷嘴的挑选与加工板厚不匹配;激光切开线速度过快,需求操作控制减小线速度;喷嘴感应禁绝导至激光焦点方位差错过大,需重新检测喷嘴感应数据,是在切开铝材时容易出现。
4、金属激光切开机切开低碳钢时出现非正常火花的解决办法
这种状况会影响的切开断面光洁度加工质量。此刻在其他参数都正常的状况下,应考虑以下状况:激光头喷嘴N O ZZEL的损耗,应及时换喷嘴。在无新喷嘴换的状况下,应加 大切开工作气体压力;喷嘴与激光头连接处螺纹松动。此刻应暂停切开,查看激光头连接状况,重新上 好螺纹。
文章内容来源于网络,如有问题请和我联系删除!
 在线咨询
在线咨询