13941215358
品质 诚信 创新
13941215358

鞍山铸缘金属加工有限公司
联系人:刘经理
手机:13941215358
联系人:鲁厂长
电话:18642256612
联系人:王工(首席工程师)
电话:15942279428
电话:0412-8432766
邮箱:806205480 @qq.com
邮编:114000
网址:www.aszhuyuan.com
地址:鞍山市铁西区建设大道485号

mm,通过一系列的切开实验,阐述了切开速度(秽)、作业气压(P)与切开质量的关系。
剖析和总结,得出了不同功率切开不同厚度钢板的最佳切开参数。为进步数控等离子切开机的切开质量供给参阅。
数控等离子切开机是一种用于金属板材下料切开的机电一体化先进设备,已在造船、机械制造等行业获得了广泛的运用。影响数控等离子切开机切开质量的要素许多,除了切开机的设计参数外,还与操作操控、切开工艺等有关。为了进步切开质量,咱们对其进行了全面的切开实验,依据实验数据进行剖析和整理,得出了数控等离子切开机的部分最佳作业参数。现叙述如下:
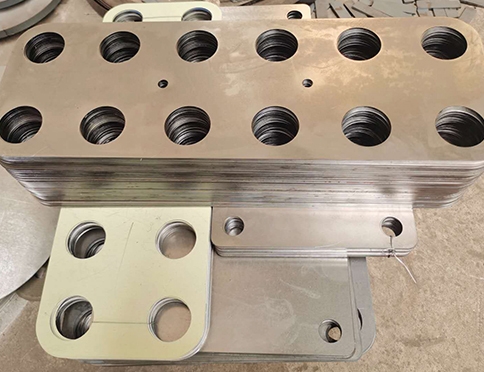
实验设备为四种功率不同的空气等离子切开机各一台,每种机型的电极、喷嘴各6套。将四台空气等离子切开机的割炬,按先后顺序装在数控切开机的切开小车上。每一种类型的空气等离子切开机都要单独完结一切实验的全过程,即用不同的切开速度,运用不同的气压,对不同厚度的’A3钢板进行切开(用自来水冷却)。切开从低气压向高气压,从低速向高速逐步进行。气压由过滤操控阀调理,切开速度由数控切开机操控。切开零件为100×100 mm的正方形零件。
当切开速度过高、气压过低时,切开面的倾斜度大。这是因为速度过快,弧柱严峻后倾,割缝下半部熔化速度跟不上。所以切开的零件上平面尺度小。下平面尺度大,尤其是切开直角形的零件时.在角落处的底部割缝成圆弧形而不是直角形。假如切开速度过低、气压过高则挂渣严峻,不易铲除,光洁度较差。假如切开速度适宜,作业气压过高,弧柱的挺度和油滑度受到破坏,切开才能下降.切开光洁度差。所以,切开不同厚度的钢板,需求合理地选择不同的切开功率、切开速度和作业气压,才能得到最佳的切开作用。
依据四种不同功率机型的实验成果,得出了不同功率切开机切开不同厚度钢板的最佳切开参数所示。依据这些数据咱们在部分厂家进行了实践运用切开,作用很好,切开质量大大进步。
咱们知道,影响数控等离子切开机切开质量的要素许多,除了上面提到的几个参数以外,还有切开工艺、切开办法、电极喷嘴的好坏等多种要素。但在实践切开过程中。只需依照上面供给的最佳切开参数进行切开,操控好切开速度、作业气压和割炬的高低,就能够满足切开质量的要求。在切开电压、切开电流安稳的情况下,电极、喷嘴的运用寿命可进步一倍
鞍山铸缘机械设备有限公司是一家集研发、生产、出售于一体的大型数控等离子切开机及雕刻机设备生产厂家,首要产品有各种规格的高中低档的数控雕刻切开机设备。包含工业等离子数控切开机、广告等离子切开机、LED发光字冲孔机、激光雕刻机、石材雕刻机、木工雕刻机、广告雕刻机等,作为国内数控设备的专业研发企业,咱们诚挚为客户供给良好的售后服务,包含产品设计、产品装置、产品训练、产品保护等;为客户供给技术抢先、质量可靠的产品及完整的技术解决方案,追求最大限度的客户满足是咱们的服务宗旨。
 在线咨询
在线咨询