13941215358
品质 诚信 创新
13941215358

鞍山铸缘金属加工有限公司
联系人:刘经理
手机:13941215358
联系人:鲁厂长
电话:18642256612
联系人:王工(首席工程师)
电话:15942279428
电话:0412-8432766
邮箱:806205480 @qq.com
邮编:114000
网址:www.aszhuyuan.com
地址:鞍山市铁西区建设大道485号
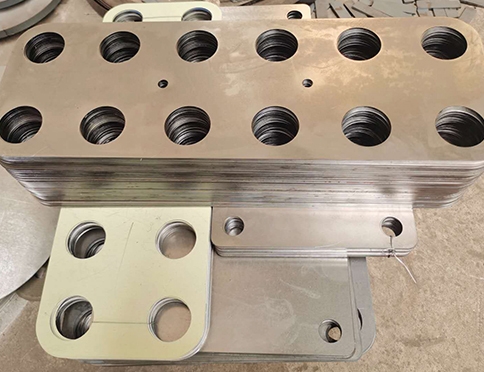
由于光纤激光切开机具有活络性和效率较高性,惯例的圆孔切开 运用于光纤激光切开机进行完成。切开制品不只是断面润滑,加工孔径也可以活络的更改,满足工厂多样化需求。
用激光金属切割加工圆孔也需求一些技巧,注意以下事项,可以让加工进程愈加顺畅。
吹气气压不适合
吹气过程中,当气压过小会出现边际挂渣、炭化现象,压力过大又容易爆孔。所以就要求工艺打样师和机器完好配合。凭借经验选择适宜气压,然后让切开的圆孔愈加丰满。
圆孔过小激光切开机切开圆孔较佳的方案是圆孔比例1:1,也便是说孔径和板厚的比例为1:1,也便是说孔径越大,切开出高质量的圆孔愈加容易。否则,当光纤激光切开机能量不足时,切开小孔 容易出断点残留及圆孔不圆的现象。
伺服电机参数差错

圆孔有时候会出现椭圆或许不规则的现象,这与XY轴运动不匹配有关,而导致XY轴运动不匹配的直接原因,便是伺服电机参数调整不适合。所以切开圆孔质量,对伺服电机也具有必定要求。
导轨及丝杠精度过错
如果说伺服电机参数差错影响切开质量,那么导轨及丝杠精度差错也会直接导致圆孔精度达不到预期。
这与激光切开机生产厂家实力有关,通常,有的小厂会向客户说激光切开机精度可以抵达0.1mm,但事实上,在实际中操作进程中,会使得激光打孔质量和效果都不好,影响产品附加值。
因此在选购激光切开机的进程中,尽量选择质量较优大品牌的产品。注重激光切开机切开圆孔的精度、速度等等参数是否抵达规范的要求,以区分所购买的激光切开机质量是否过关。
文章内容来源于网络,如有问题请和我联络删去!
 在线咨询
在线咨询