13941215358
品质 诚信 创新
13941215358

鞍山铸缘金属加工有限公司
联系人:刘经理
手机:13941215358
联系人:鲁厂长
电话:18642256612
联系人:王工(首席工程师)
电话:15942279428
电话:0412-8432766
邮箱:806205480 @qq.com
邮编:114000
网址:www.aszhuyuan.com
地址:鞍山市铁西区建设大道485号
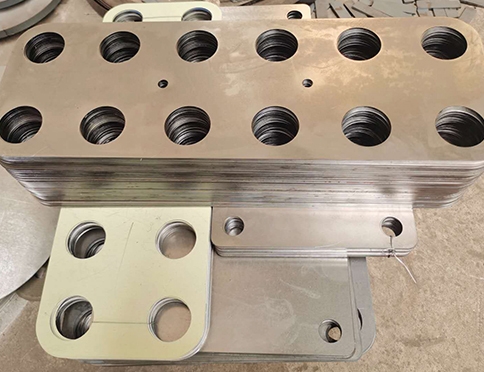
CO2激光金属切割技能比其他方法的优点是:
切开质量好
激光切开工程图切断宽度窄(一般为0.1--0.5m m)、精度高(一般孔中心距差错0.1--0.4mm,轮廓尺度差错0.1--0.5mm)、切断外表粗糙度好(一般Ra为12.5--25μm),切缝一般不需要再加工即可焊接。
切开速度快
例如选用2KW激光功率,8mm厚的碳钢切开速度为1.6m/min;2mm厚的不锈钢切开速度为3.5m/min,热影响区小,变形极小。
清洁、安全、无污染
大大改善了操作人员的工作环境。当然就精度和切断外表粗糙度而言,CO2激光切开不可能超过电加工;就切开厚度而言难以达到火焰和等离子切开的水平。可是就以上

显著的优点足以证明:CO2激光切开现已和正在取代一部分传统的切开工艺方法,特别是各种非金属资料的切开。它是发展敏捷,运用日益广泛的一种先进加工方法。
激光切开光束聚集到一个小斑驳上,聚集到高功率密度。此刻,光束输入的热量远远超过了被反射,传导或扩散的资料部分。该资料被敏捷加热到汽化程度并汽化构成孔。当光束和资料沿相对直线移动时,连续构成窄缝。修整效果很小,并且基本上没有工件变形。
激光切开无毛刺,皱纹,精度高,优于等离子切开。关于许多机电制作运用,由计算机程序控制的现代激光切开体系可以轻松地切开不同形状和尺度的工件,并且一般比冲压和冲压技能更受喜爱。
众所周知,比如车削,铣削,刨削和磨削之类的传统加工技能是由控制体系驱动的,该控制体系驱动马达,而后者则驱动相应的加工东西。此进程是“冷加工”进程,除了冲突会发生热量而不转移其他热源。激光加工是运用高能量密度的激光束熔化,气化,改动固相或冲击硬化资料以改动资料形状的进程。
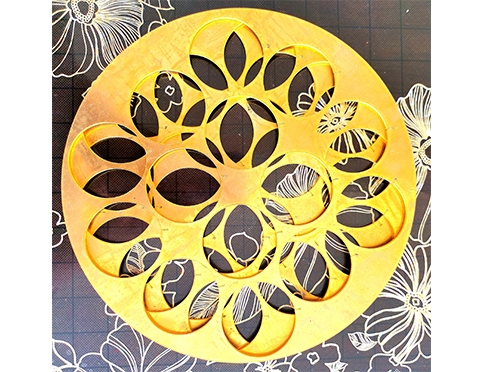
高精度:定位精度0.05mm,重复定位精度0.02mm,可用于塑料,木材,PVC,皮革,纺织品,有机玻璃等非金属资料的切开。
文章内容来源于网络,如有问题请和我联系删除!
 在线咨询
在线咨询