13941215358
品质 诚信 创新
13941215358

鞍山铸缘金属加工有限公司
联系人:刘经理
手机:13941215358
联系人:鲁厂长
电话:18642256612
联系人:王工(首席工程师)
电话:15942279428
电话:0412-8432766
邮箱:806205480 @qq.com
邮编:114000
网址:www.aszhuyuan.com
地址:鞍山市铁西区建设大道485号
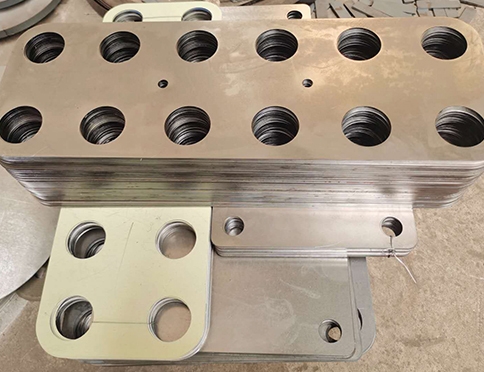
激光金属切割的蓝色火花法:去掉喷嘴,吹空气,将脉冲激光打在不锈钢板上,使切割头从上往下运动,直至蓝色火花大处为焦点,对于飞行光路的切割机,由于光束发散角,切割近端和远端时光程长短不同,聚焦前的光束尺寸有一定差别。入射光束的直径越大,焦点光斑的直径越小。为了减少因聚焦前光束尺寸变化带来的焦点光斑尺寸的变化,国内外激光切割系统的制造商提供了一些专用的装置供用户选用,平行光管。

激光金属切割这是一种常用的方法,即在CO2激光器的输出端加一平行光管进行扩束处理,扩束后的光束直径变大,发散角变小,使在切割工作范围内近端和远端聚焦前光束尺寸接近一致,在切割头上增加一独立的移动透镜的下轴,它与控制喷嘴到材料表面距离的Z轴是两个相互独立的部分。当机床工作台移动或光轴移动时,光束从近端到远端F轴也同时移动,使光束聚焦后光斑直径在整个加工区域内保持一致。
激光金属切割控制聚焦镜(一般为金属反射聚焦系统)的水压。若聚焦前光束尺寸变小而使焦点光斑直径变大时,自动控制水压改变聚焦曲率使焦点光斑直径变小,飞行光路切割机上增加x、y方向的补偿光路系统。即当切割远端光程增加时使补偿光路缩短;反之当切割近端光程减小时,使补偿光路增加,以保持光程长度一致。
文章内容来源于网络,如有问题请和我联系删除!
 在线咨询
在线咨询