13941215358
品质 诚信 创新
13941215358

鞍山铸缘金属加工有限公司
联系人:刘经理
手机:13941215358
联系人:鲁厂长
电话:18642256612
联系人:王工(首席工程师)
电话:15942279428
电话:0412-8432766
邮箱:806205480 @qq.com
邮编:114000
网址:www.aszhuyuan.com
地址:鞍山市铁西区建设大道485号
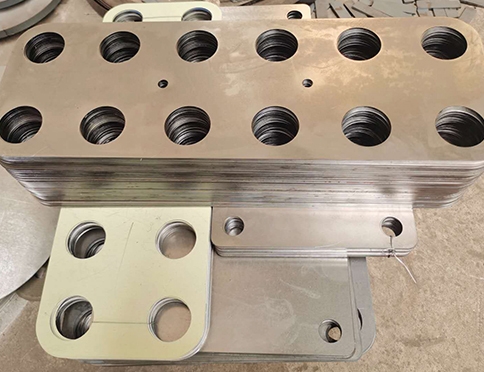
激光金属切割板材时,熔融材料的痕迹不会出现于垂直激光束下方的切口里,反而会在激光束偏后处喷出来。结果,弯曲的纹路在切割边缘形成了,纹路紧紧跟随移动的激光束,为了修正这个问题,在切割加工结尾时降低进给速率,可以大大消除纹路的行成。
激光金属切割切缝宽度窄(这主要与激光束光斑直径大小有关,取决于激光管的好坏),切口宽度一般来说不影响切割质量,仅仅在部件内部形成特别轮廓时,切割宽度才有重要影响,这是因为切割宽度决定了轮廓的小内经,当板材厚度增加时,切割宽度也随之增加。所以想要保证同等高精度,不管切口宽度多大,工件在激光切割机的加工区域应该是恒定的,当加工材料的厚度超过18mm时,切割边缘的垂直度是非常重要的。

激光金属切割远离焦点时,激光束变得发散,根据焦点的位置,切割朝着顶部或者底部变宽。切割边缘偏离垂直线百分之几毫米,边缘越垂直,切割质量越高。其中热影响区域指激光切割中,沿着切口附近的区域被加热,同时,材料本身结构发生变化。一些材料会发生硬化现象。热影响区域指的是内部结构因高温而发生变化的区域性的变化;而凹陷和腐蚀是对切割边缘的表面有不利影响,影响激光切割机的外观。
文章内容来源于网络,如有问题请和我联系删除!
 在线咨询
在线咨询